The technical-and-economic indexes of refrigerating machine operation are substantially determined by compressor unit performance indexes.
A compressor unit comprises the following:
- a compressor with a drive;
- a compressor oil supply system: an oil separator, an oil cooler and a filter;
- an automatic control and governing system.
The following types of compressors are most widely used as a part of ammonia refrigerating machines (ARMs):
- reciprocating ;
- screw ;
- centrifugal.
Reciprocating and screw compressors are related to machines with positive displacement operating principles. Centrifugal compressors are related to dynamic machines.
The operation of compressors used in refrigerating machines and units working on the ammonia is characterized with a set of features:
– owing to refrigerating machine operating ambient changes, a compressor operates in a wide range of discharge and suction pressures and their large difference;
– the ammonia (refrigerant designation is R717, chemical formula – NH3) vapour sucked into the compressor has a low temperature (for ARMs it can reach –600С) and may contain liquid in drops;
– a compressor must have a high energy efficiency and constancy of performance in a wide range of operating parameters changes (inlet and outlet pressure, pressure ratio and productivity increase ratio);
– the ammonia application as a working substance, which is explosive and harmful to human organism, imposes high tightness requirements to ARM compressors;
– the design of refrigerating machines compressors enables to automate a working process to the utmost for their reliable operation with minimum involvement of attending personnel;
– the vapour low motion speed in compressor unit elements (the recommended vapour motion speed in inlet and outlet flow cross-sections is 20-25 and 25-30 m/s, respectively);
– the construction technological effectiveness, a high degree of parts and components commonality, the materials accessibility and the low materials consumption;
– the low noise and mechanical vibration level.
Due to the high value of R717 electrical conductivity only open-type compressor units with external drive are used in ARMs. The compressor-drive connection is performed either by means of a V-belt transmission (for low-powered compressors) or by using a coupling.
Naphthenic mineral oils, synthetic oils based on alkyl benzenes and polyglycols and also their mixtures are recommended to use in ARM compressors lubrication systems.
Reciprocating compressors.
In reciprocating compressors class domestic manufacturers were represented with closed-crankcase V-, W-, VV- shaped one-stage compressors (П60, П110, П220 and others) with a unit capacity from 12.8 to 78 kW, opposed compressors (АО1200, АО600) with a drive power up to 630 kW, and two-stage opposed compressors (ДАО275П, ДАО550П) as well.

Fig. 1. Reciprocating compressor П110.

Fig. 2. The opposed reciprocating compressor.
At the present time a wide model range of reciprocating compressors of famous manufactures (Bitzer, Grasso, Sabroe and others), operating on R717 with minimal capacity from 3 kW, are exposed in the refrigeration and compression equipment market.


Fig. 3. BitzerW4NA compressor

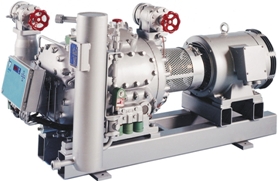
Fig. 4. Sabroe reciprocating compressors.
The main methods of refrigeration capacity regulation of ARMs based on reciprocating compressors are:
–compressor switching on/off;
– refrigerant flow expansion at the compressor inlet;
– blocking of suction passages of certain cylinders or cylinders groups;
– shaft speed changing;
– suction valves blocking;
– cylinder clearance volume changing
– compression stroke contraction;
– internal vapour bypass.
Due to the ammonia low solubility in oil an oil separator should be installed in the discharge line directly at the compressor outlet.
Screw compressors.
The oil-flooded two-rotor machines have got the greatest popularity among screw compressors applied in ARMs. It is evaluated that the refrigeration capacity ramp, at which screw compressors are the most reasonable to use in comparison with other types, comprises 400…1650 kW upon condition that t0= –150C and tboiling= +300С.
A boiling temperature for ammonia oil-flooded compressors, when operating as part of one- and two-stage RMs, is within the range from +15 to -650С. At that screw compressors are mainly used in two-stage RMs in the function of a low-pressure stage. A smooth compressor capacity regulation in the range from 10 to 100% is performed with the help of a slide valve (mechanical capacity regulation), which enables to change the screws effective length.
An extensive oil system, which includes an oil separator, an oil cooler, a filter and an oil-circulation pump, belongs to the main disadvantages of oil-flooded screw compressors. When aggregating the screw compressors on a common skid, the compressor itself with a drive, oil system elements and automatic control system (ACS) elements are placed on it.
The compressors used are of open type. The induction motors with required power are predominately used as a drive. The connection of a compressor male rotor with a drive is performed via a flexible coupling.
The compressor unit oil system consists of the following elements:
- an oil separator, installed at the compressor outlet and intended for trapping oil entrained with a refrigerant from the compressor;
- an oil cooler (water- or air-cooled), intended for oil cooling (the oil optimal temperature, which should be maintained downstream of oil coolers at the compressor inlet, is 30…400С);
- an oil filter should be installed to prevent the ingress of mechanical particles into the compressor working path and the consequential damage of such elements as screws working surfaces and other critical components;
- a circulation pump is meant for providing the oil circulation through the oil cooler and the oil supply to bearing assemblies and a compressor cavity.
An automatic control system ensures the compressor unit control as well as its protection from emergency modes and includes the instrumentation and automation equipment, a local control board and a controller.
The main methods of refrigeration capacity regulation of ARMs based on screw compressors are:
- internal vapour bypass;
- inner control pistons;
- regulating slide valve, parallel to the shaft axis;
- rotation speed changing.

Fig. 5. Bitzer OSHA7452-K compressor

Fig. 6. Refrigerating unit А 350-7 with Kazankompressormash compressor.
Centrifugal compressors.
The ammonia refrigerating machines based on centrifugal compressors have found an application in refrigeration units of high-powered industrial production facilities (in chemical, oil-refining, natural gas and other manufacturing sectors).
The refrigerant boiling temperature range in ARMs based on centrifugal compressors, batch-produced by the native industry, is from 0 to -230С.
Depending on operation parameters of a refrigerating machine, a compressor consists of 1 or 2 compression housings, in which from 2 to 10 stages (impellers) can be placed.
The main methods of refrigeration capacity regulation of centrifugal compressors are:
– suction expansion;
– condensation pressure increase;
– compressed vapour bypassing;
– inlet guide vanes application;
– rotation speed changing.
The ammonia refrigerating machines based on centrifugal compressors are fully automated and require minimum supervision while in operation.
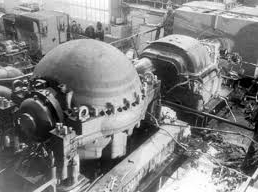

Fig. 7. The centrifugal compressor.