2.1 Bubbling oil separators.
Ammonia vapours in bubbling oil separators come from the compressor into the inner pipe, which outlet is 125…150 mm below the fluid level in the apparatus. When the refrigerant vapour passes through the liquid refrigerant layer, not only oil drops are gathered but oil vapour becomes condensed as well. The fluid level is maintained by its continuous flowing from the condenser or the linear receiver. The bubbling oil separator is a vertical apparatus. The oil separators model range of this type with a body diameter from 257 to 1200 mm and with a volume from 0.05 to 3.67 m3, respectively, has been designed by the home industry. The diagram and the general view of bubbling oil separator are given in fig. 2.1.
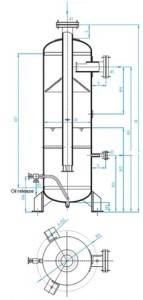

Fig. 2.1. The bubbling oil separator: а – diagram, b – general view.
The efficiency of oil separation in apparatuses of the given type is 85…90%. The disadvantages of bubbling oil separators are big sizes and metal content, the need of deepening no less than 1.5 m in regard to the condenser. The oil accumulated in the oil separator is discharged into the oil receiver. There are bubbling oil separators models, in which the oil trapped turns back into the compressor crankcase in automatic mode.
2.2. Inertial oil separators.
The principles of reduction of vapour velocity, flow deflection, filtration, cooling and centrifugal forces are used in inertial oil separators. Most of these principles are used in cyclone separators. The oil is separated due to the sharp reduction (up to 0.5 – 0.8 m/s) of refrigerant vapours velocity and their direction change. As a result, oil drops gravitate to the lower part of oil separator, and refrigerant vapours with oil residue are entrained into the system.
2.2.1. Cyclone oil separators.
A spiral plate is installed in cyclone oil separators. A vaporous flow comes on the spiral plate and swirls, at that centrifugal inertial forces arise. Under the effect of centrifugal forces oil drops are thrown to the oil separator inner surface and then flow down.
The advantage is a higher efficiency of oil separation (60 – 80%).
The disadvantages of cyclone oil separators are:
– higher cost;
– structural complexity;
– impossibility of oil vapours separation.

Fig. 2.2. The cyclone oil separator. Diagram.
2.2.2. Reticulated oil separators.
Oil drops are separated from refrigerant vapours during the working medium flow passing through a packed bed consisting of several layers of fine mesh. Reticulated oil separators are widely used as part of refrigeration units with screw oil-flooded compressors.

Fig. 2.3. The reticulated oil separator. Diagram.
2.2.3. Combined oil separators.
Combined oil separators are made as a combination of inertial, reticulated and cyclone oil separators. The efficiency of such oil separators reaches 99.5%. The disadvantages are structural complexity, high cost and hydraulic losses.

Fig. 2.4. The combined oil separator. Diagram.
In terms of design, an oil separator is a vertical or horizontal (when using as part of screw compressor units as well as compact screw compressors) apparatus. The external view of cyclone oil separator is presented in fig. 2.2.

Fig. 2.5. The inertial oil separator as a part of refrigerating machine block
The oil separation efficiency in inertial apparatuses makes on average not more than 65%. The cause of such low efficiency is that the oil part is taken away in a vaporous state. In order to increase the inertial oil separators efficiency the water cooling for oil vapours condensation is brought in. The cooling water is supplied into the coil placed inside the apparatus.
The choice of oil separator is made upon the diameter of compressor delivery nozzle with regard for such parameters as discharge gas flow rate (compressor capacity) and refrigerant velocity in a pipeline. The oil from oil separators and other apparatuses is discharged into the oil receiver.